 Phone:630-325-1091 Fax:630-325-8652
Phone:630-325-1091 Fax:630-325-8652  Printer-Friendly
Printer-Friendly
Methods of Warm Forging
Forgings are generally produced by a hammer or a press. Hammers can have a driving force of up to 50,000 pounds and forging is carried out in a succession of die impressions using repeated blows. The quality of the forging, and the productivity of the hammer depend greatly upon the skill of the operator. Presses can have a driving force of up to 50,000 tons and the forging stock is usually hit only once. The quality of the forging, and the workers productivity depend more on the tooling and less upon the skill of the operator.
A drop forging (aka hammer forging) is made in a closed or impression die using a drop or steam hammer. In a closed die the hot metal is shaped within the walls or cavities of two dies that come together. One specific type of closed die is called an impression die. This type of tool contains a flash groove to control the flow of excess material. A drop hammer uses gravity to create high impact vertical blows to shape the metal. Hammers such as Air-Lift, Board, and Steam, use different types of energy to create the same forces.
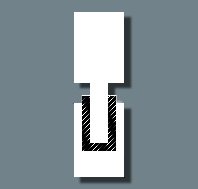
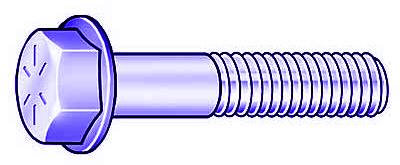
An upset forging is made in an impression die. Typically this type of forging is formed when the cross sectional area at the end of wire, rod, or bar stock, is increased to form a head along it longitudinal axis. This gathering of material is referred to as heading or upsetting. Although an upset forging can be made in a press, it is commonly made on a machine called an upsetter. This machined is specifically designed to have the material transfer between multiple impressions and receive hits from the ram at each station. This gives it the ability to successively gather larger and larger amounts of material at the end of the wire, rod, or bar stock.